

Cẩm Nang Khắc Phục 6 Lỗi Phổ Biến Khi Vận Hành Máy Tiện Đùn
Tài liệu dưới đây phân tích kỹ lưỡng nguyên nhân, biểu hiện trực quan và giải pháp triệt để cho từng lỗi trong số 6 lỗi cốt lõi này để giúp bạn dễ dàng tra cứu và áp dụng trực tiếp tại xưởng sản xuất.
Máy tiện đùn (hay máy tiện CNC ) là dòng máy chuyên dụng để gia công các chi tiết nhỏ, dài và có độ chính xác cực cao nhờ cơ chế đùn phôi qua ống dẫn hướng (Guide Bush) sát khu vực cắt gọt. Tuy nhiên, do cấu trúc đặc thù này, người vận hành thường xuyên đối mặt với 6 nhóm lỗi kỹ thuật dưới đây.
PHẦN I: CHI TIẾT 6 LỖI KỸ THUẬT VÀ PHƯƠNG PHÁP XỬ LÝ
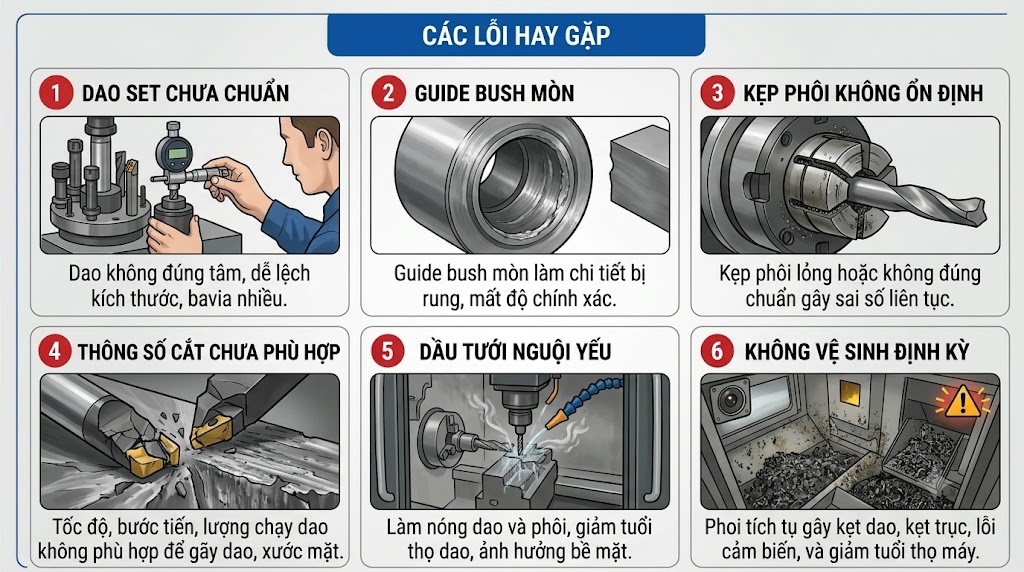
1. Dao Set Chưa Chuẩn (Incorrect Tool Setting)
Biểu hiện: * Mũi dao không nằm đúng tâm trục xoay của phôi (lệch tâm hình học).
-
Kích thước chi tiết gia công bị sai lệch (dương hoặc âm) so với bản vẽ thiết kế.
-
Xuất hiện bavia (burr) lớn ở mặt đầu hoặc phần cắt đứt của sản phẩm.
Nguyên nhân chủ yếu:
-
Thao tác gá đặt dao thủ công thiếu chính xác, không sử dụng dụng cụ đo tâm chuyên dụng.
-
Nhập sai tọa độ offset dao (
 ) trong bảng điều khiển CNC.
) trong bảng điều khiển CNC. -
Ổ gá dao bị rơ hoặc lỏng ốc siết giữ cán dao.
Biện pháp xử lý:
-
Căn chỉnh lại tâm dao (Center Height): Sử dụng kính hiển vi set dao (tool setter) hoặc dưỡng đo tâm chuyên dụng để đảm bảo mũi dao trùng khít với tâm phôi.
-
Kiểm tra Offset: Chạy thử chương trình ở chế độ Single Block với phôi nháp để kiểm tra lại các giá trị bù dao trước khi gia công hàng loạt.
-
Siết chặt gá đặt: Định kỳ kiểm tra lực siết của các vít định vị trên đài gá dao.
2. Guide Bush (Ống Dẫn Hướng) Bị Mòn
Biểu hiện:
-
Chi tiết gia công bị rung động mạnh (vibration/chatter) trong quá trình cắt gọt, tạo ra tiếng rít lớn.
-
Bề mặt chi tiết bị gợn sóng, độ bóng bề mặt (
 ) không đạt yêu cầu.
) không đạt yêu cầu. -
Dung sai đường kính ngoài bị dao động thất thường, mất độ đồng tâm.
Nguyên nhân chủ yếu:
-
Ma sát liên tục giữa phôi quay tốc độ cao và thành trong của Guide Bush gây mòn cơ học.
-
Điều chỉnh khe hở giữa Guide Bush và phôi quá rộng.
-
Phôi nguyên liệu đầu vào có đường kính không đều hoặc bị cong, ép mạnh vào thành Guide Bush gây mòn vẹt một bên.
Biện pháp xử lý:
-
Điều chỉnh lực kẹp/khe hở: Căn chỉnh lại Guide Bush sao cho vừa khít với phôi, đảm bảo phôi trượt êm ái mà không bị rơ lắc (khe hở tối ưu thường từ
 đến
đến  ).
). -
Sử dụng linh kiện chất lượng cao: Thay thế bằng Guide Bush lót hợp kim cứng (carbide-lined) để tăng khả năng chống mòn.
-
Kiểm soát phôi đầu vào: Sử dụng phôi kéo nguội có độ chính xác cao (đạt chuẩn h9 hoặc h8).Xem thêm: Quy trình gia công cơ khí chính xác
3. Kẹp Phôi Không Ổn Định (Unstable Collet Clamping)
Biểu hiện:
-
Phôi bị trượt dọc trục (slip) khi dao tiện tiến vào cắt, gây sai số chiều dài liên tục.
-
Đầu kẹp phôi (collet) không thể kẹp chặt hoặc ngược lại, bóp quá chặt làm trầy xước, móp méo bề mặt phôi.
Nguyên nhân chủ yếu:
-
Kích thước Collet kẹp không trùng khớp với đường kính thực tế của thanh phôi.
-
Áp suất khí nén hoặc áp suất thủy lực của hệ thống kẹp phôi bị sụt giảm hoặc cài đặt sai.
-
Lòng trong của Collet bám nhiều mạt phoi, dầu keo hoặc dị vật ngăn cản lực bóp định tâm.
Biện pháp xử lý:
-
Chọn đúng cỡ Collet: Đảm bảo size của Collet tương thích tuyệt đối với dung sai của phôi đầu vào.
-
Bảo trì hệ thống áp lực: Kiểm tra và duy trì áp suất dầu/khí nén ổn định theo thông số khuyến cáo của nhà sản xuất máy.
-
Vệ sinh Collet: Định kỳ tháo Collet ra khỏi trục chính để ngâm rửa, thổi sạch bụi bẩn và phoi bám bên trong khe kẹp.
4. Thông Số Cắt Chưa Phù Hợp (Inappropriate Cutting Parameters)
Biểu hiện:
-
Mảnh hợp kim cắt (insert) bị mẻ đột ngột, vỡ mũi dao hoặc thậm chí gãy cán dao.
-
Phoi ra không đều, bị quấn dài xung quanh chi tiết hoặc đài dao gây xước bề mặt chi tiết.
-
Nguyên nhân chủ yếu:
-
Thiết lập tốc độ quay trục chính (
 - vòng/phút) quá cao hoặc quá thấp so với vật liệu.
- vòng/phút) quá cao hoặc quá thấp so với vật liệu. -
Tốc độ tiến dao (
 - mm/vòng) quá lớn gây quá tải lực cắt, hoặc quá nhỏ dẫn đến hiện tượng trượt ép nhiệt làm chai cứng bề mặt phôi.
- mm/vòng) quá lớn gây quá tải lực cắt, hoặc quá nhỏ dẫn đến hiện tượng trượt ép nhiệt làm chai cứng bề mặt phôi. -
Chiều sâu cắt (
 ) vượt quá khả năng chịu lực của mảnh cắt.
) vượt quá khả năng chịu lực của mảnh cắt.
Biện pháp xử lý:
-
Tính toán tốc độ cắt tối ưu: Sử dụng công thức chuẩn để cài đặt thông số:

(Trong đó: là đường kính phôi gia công (mm), là tốc độ vòng quay (vòng/phút)). Tra cứu catalog của hãng dao để tìm khoảng
là đường kính phôi gia công (mm), là tốc độ vòng quay (vòng/phút)). Tra cứu catalog của hãng dao để tìm khoảng  và bước tiến tối ưu cho từng loại vật liệu (inox, đồng, thép hợp kim).
và bước tiến tối ưu cho từng loại vật liệu (inox, đồng, thép hợp kim). -
Sử dụng mảnh bẻ phoi (Chipbreaker): Chọn dạng hình học mảnh cắt có rãnh bẻ phoi phù hợp để phoi vụn ra dễ thoát, tránh quấn dao.
5. Dầu Tưới Nguội Yếu (Inadequate Coolant)
Biểu hiện:
-
Khu vực gia công bốc khói, sinh nhiệt lượng cực lớn làm đổi màu vật liệu (cháy đen hoặc xanh hóa).
-
Tuổi thọ của dao giảm cực nhanh do sốc nhiệt đột ngột.
-
Kích thước sản phẩm bị biến dạng co ngót sau khi nguội hẳn.
Nguyên nhân chủ yếu:
-
Vòi phun dầu tưới nguội bị lệch hướng, không phun trực tiếp vào điểm tiếp xúc giữa mũi dao và phôi.
-
Lọc dầu tưới nguội bị tắc nghẽn bởi phoi mịn làm giảm lưu lượng và áp suất phun.
-
Mức dầu tưới nguội trong bể chứa dưới mức tối thiểu hoặc dầu bị biến chất, lẫn nước.
Biện pháp xử lý:
-
Điều chỉnh vòi phun: Định vị lại vòi phun dầu hướng chính xác vào ngay vị trí lưỡi cắt hoạt động.
-
Vệ sinh hệ thống lọc: Định kỳ thông rửa lưới lọc dầu, vệ sinh bồn chứa để loại bỏ cặn bẩn bám dính.
-
Sử dụng dầu chuyên dụng: Đối với máy tiện đùn Thụy Sĩ, khuyến nghị sử dụng dầu cắt gọt không pha nước (neat cutting oil) có độ nhớt phù hợp để vừa bôi trơn Guide Bush vừa làm mát hiệu quả.
6. Không Vệ Sinh Định Kỳ (Lack of Regular Maintenance)
Biểu hiện:
-
Phoi tích tụ thành búi lớn trong cabin máy gây kẹt dao, cản trở chuyển động của các trục tọa độ (
). -
Trục chính bị kẹt hoặc phát ra tiếng kêu bất thường.
-
Các cảm biến tiệm cận, cảm biến hành trình bị báo lỗi liên tục (Alarm) do bám đầy dầu bẩn và phoi kim loại.
Nguyên nhân chủ yếu:
-
Người vận hành không thực hiện quy trình vệ sinh sau mỗi ca làm việc hoặc cuối tuần.
-
Hệ thống băng tải phoi (chip conveyor) bị kẹt hoặc không được kích hoạt hoạt động đồng bộ với máy.
Biện pháp xử lý:
-
Xây dựng lịch vệ sinh nghiêm ngặt: Dành ra 10 - 15 phút cuối mỗi ca làm việc để dọn sạch phoi, lau chùi kính quan sát và khu vực làm việc.
-
Bảo trì cảm biến: Thường xuyên lau sạch các đầu cảm biến bằng khăn mềm khô, tránh để phoi sắt bám gây nhiễu tín hiệu.
-
Bôi trơn băng dẫn hướng: Kiểm tra lượng mỡ/dầu bôi trơn tự động cho các đường ray băng máy (linear guides) để các trục chuyển động trơn tru.
PHẦN II: BẢNG TỔNG HỢP NHANH QUY TRÌNH KIỂM TRA HÀNG NGÀY (DAILY CHECKLIST)
Để phòng ngừa triệt để 6 lỗi trên, người vận hành cần thực hiện kiểm tra các hạng mục sau trước khi bấm nút khởi động máy:
|
Thứ |
Hạng mục kiểm tra |
Trạng thái đạt tiêu chuẩn |
Tần suất |
|
1 |
Mức dầu bôi trơn trục |
Đầy bồn chứa, không có mùi hôi, |
Mỗi đầu ca |
|
2 |
Tình trạng Guide Bush |
Sạch phoi, không rơ lắc, lực kẹp |
Mỗi khi thay cuộn phôi |
|
3 |
Độ mòn của lưỡi dao (Insert) |
Mũi dao sắc bén, không mẻ, không dính phoi |
Sau mỗi khoảng |
|
4 |
Vị trí vòi phun dầu |
Phun trực diện vào vùng cắt gọt |
Trước khi gia công |
|
5 |
Khay chứa phoi và |
Đã được dọn sạch phoi cũ, không nghẹt đường thoát |
Cuối mỗi ca làm việc |
Cẩm nang này là tài liệu tham khảo cốt lõi giúp đội ngũ vận hành nâng cao tuổi thọ thiết bị, giảm tỷ lệ hàng phế phẩm (NG) và tối ưu hóa năng suất hoạt động của hệ thống máy tiện đùn.
Tin tức liên quan






